Características clave
- Revestimiento de poliéster de alta tecnología
- Único sistema de contracción de adhesivo con control de temperatura múltiple
- Versátil y fácil de aplicar.
- El proceso de polimerización patentado fusiona permanentemente el color con el revestimiento de película de poliéster, eliminando las posibilidades de separación de capas de color y permite el reposicionamiento del revestimiento en su modelo.
- Peso ligero a 0,30 oz/sq. pie
- A prueba de combustible para incandescencia de combustible, gas y aceite de humo. A prueba de agua también.
Descripción general
Hangar 9® UltraCote® es un revestimiento de poliéster de alta tecnología que cuenta con un exclusivo sistema de contracción y adhesivo con control de temperatura múltiple, lo que lo hace versátil y fácil de aplicar. Un proceso de polimerización patentado fusiona permanentemente el color con el revestimiento de película de poliéster, eliminando las posibilidades de separación de capas de color y permite reposicionar el revestimiento en su modelo. La capacidad única de UltraCote para encogerse y estirarse lo hace superior a otros revestimientos para recorrer curvas cerradas y puntas de ala.
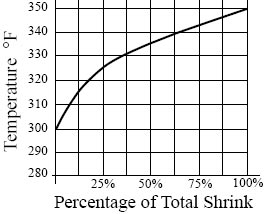
Los rangos de temperatura son los siguientes:
La adhesión a la madera comienza entre 200 y 220 grados F.
El inicio de la contracción comienza a los 300 grados F.
La contracción máxima es a 350 grados F.
Información detallada

|
|||
|---|---|---|---|
 |
Preparación de la superficie: |
||
|
Consejo profesional - Algunos constructores profesionales "aumentan el grano" y luego lijan una segunda vez con papel de lija de grano 320 o 400 para obtener el acabado definitivo. Después de lijar el modelo, use un paño húmedo para limpiar el modelo. Algunos modeladores prefieren usar una botella atomizadora de rocío fino llena de agua para humedecer las superficies a cubrir. A medida que la superficie se seca, las fibras de madera incrustadas en la superficie se "levantarán". Cuando esté seco, lije las superficies nuevamente con papel de grano 320 o 400. Levantar el grano ahora y lijarlo evitará que el grano se levante más tarde debajo de la cubierta, creando un acabado desigual. Aspire bien el modelo y evite tocarlo con las manos aceitosas. ¡Su modelo ya está listo para cubrirse! |
|||
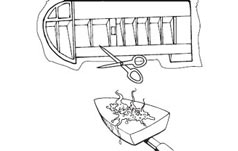 |
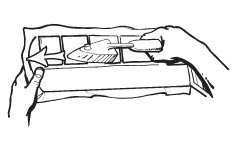
Recorte la película al tamaño: |
||
|
Consejo profesional - Si la plancha que está usando no muestra la temperatura real, aquí hay un consejo que asegurará que su plancha esté configurada correctamente. El agua hierve a 212 °F. Permita que su plancha se caliente a temperatura media. Cuando la plancha alcance su temperatura estabilizada, vierta cuidadosamente unas gotas de agua sobre la superficie de la plancha. Ajuste la temperatura hasta que el agua empiece a hervir. Este método es sorprendentemente preciso y generalmente está dentro de los 10° (de la temperatura de aplicación exacta de 220). |
|||
 |
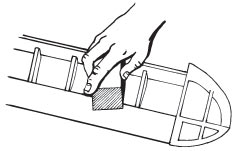
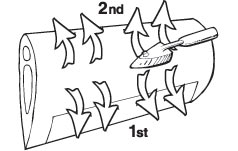
Revestimiento de tachuelas al larguero: |
||
 |
Cubrir un ala de lámina sólida: |
||
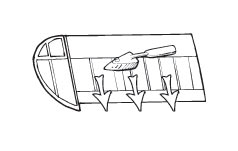 |
Cubrir un ala de estructura abierta: |
||
 |
Sellado de los bordes: |
||
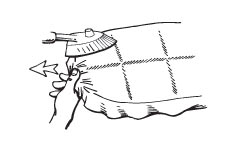 |
Punta de ala: |
||
|
Consejo profesional - Si sella la cubierta en áreas estrechas como esquinas o filetes, usar la herramienta de sellado ProTrim de Hangar 9® es muy útil y da como resultado un acabado profesional. |
|||
 |
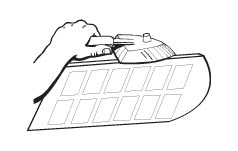
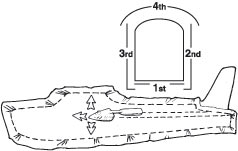
Cubriendo la parte superior del ala: |
||
 |
Encogimiento de la cubierta: |
||
|
Consejo profesional - Use calor, no presión, para encoger la cubierta enseñada. Si se aplica presión, las gubias se pueden presionar en la madera. Deje que el calor, no la presión, haga el trabajo. |
|||
 |
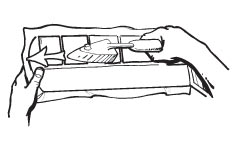
Recubrimiento de fuselajes y otras superficies sólidas: |
||
| Importante: Incluso si tiene experiencia en la aplicación de otras marcas de recubrimientos, es importante que lea las siguientes instrucciones. UltraCote® incorpora un exclusivo sistema de contracción y adhesivo con control de temperatura múltiple que facilita el logro de resultados de cobertura profesionales. | |||
|
Sistema de control de temperatura múltiple:
|
|||
|
|||
|
|||
|
|||
| Importante: Una vez que UltraCote® se encoge a una temperatura específica, se debe usar una temperatura más alta para encoger aún más la cubierta. Por ejemplo, si la cubierta se encogió usando 320 °F y las arrugas comienzan a aparecer/reaparecer, será necesario usar más de 320 °F para lograr una mayor contracción. | |||
|
Consejo profesional - Siempre use el calor mínimo necesario para eliminar las arrugas al apretar la cubierta, lo que permite que quede suficiente rango de temperatura/encogimiento si es necesario encoger aún más la cubierta. |
|||
|
|
|||
|
Consejos útiles
|
|||
|
Múltiples colores: |
|||
|
|
|||